Safety Insights & Resources
Expert analysis, case studies, and industry insights to help you create a safer workplace with Vision AI technology.
Filter by category:

Distracted Walking Prevention: How Video Behavior Analytics (VBA) Stops the Smartphone Zombie Problem
Distracted walking from smartphone use has doubled workplace pedestrian injuries since 2004. Learn how Video Behavior Analytics (VBA) uses existing cameras to detect phone usage while walking, prevent smartphone zombie incidents, and enforce mobile phone policies across industrial environments.
Read article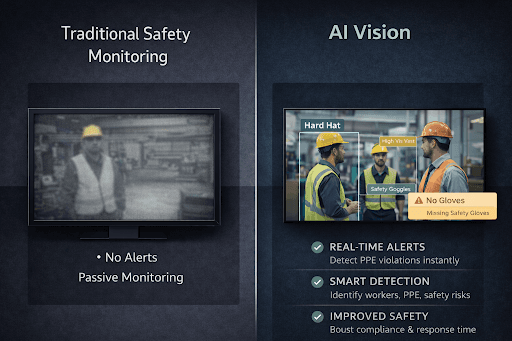
AI Vision vs Traditional Cameras: The Numbers That Prove Smarter Safety
Not all workplace monitoring systems are created equal. While traditional security cameras have been standard on job sites for years, AI-powered vision technology is proving dramatically more effective at preventing incidents. The difference isn't just technical—it's measurable in real safety outcomes.
Read article
Why Today's EHS Leaders Can't Rely on Hazard Hunting Anymore
Picture this: It's 2:47 PM on a Tuesday. A forklift operator backs into a blind corner for the third time this week. No incident report gets filed. No one sees it happen. The risk accumulates invisibly. This is why traditional hazard hunting is breaking down—and how AI-powered exposure reduction is changing everything.
Read article
AI-Powered Safety: A New Era of Accident Prevention
If a camera could save a life, would you look at safety differently? AI-powered safety systems are revolutionizing workplace accident prevention by providing real-time monitoring, instant alerts, and predictive insights that help prevent incidents before they occur.
Read article
Visionify Achieves SOC 2 Type II Certification for 2025: Reinforcing Our Commitment to Data Security
We're proud to announce that Visionify has successfully achieved SOC 2 Type II certification for 2025, further strengthening our commitment to maintaining the highest standards of security, availability, and confidentiality for our customers' data.
Read article
Why Safety Measurement in Industrial Operations Needs a Digital Overhaul
Industrial and warehousing operations face significant challenges in accurately measuring and reporting safety incidents. Learn how AI-powered solutions can overcome these challenges and provide real-time safety insights.
Read article
From Compliance to Culture: How AI-Driven PPE Monitoring is Transforming Workplace Safety
Implementing Vision AI for PPE compliance doesn't just enforce rules—it transforms safety culture. Learn how AI-driven monitoring is helping organizations reduce incidents, empower safety professionals, and create a workplace where safety becomes second nature.
Read article
Workplace Safety AI Implementation Guide: 5 Steps to Success
Implementing Vision AI for workplace safety doesn't have to be complicated. Follow our proven 5-step framework to reduce incidents by up to 45% and achieve compliance with OSHA regulations.
Read article
How Safety AI Software Ensures Regulatory Compliance and Enhances Emergency Response
Safety AI Software enhances workplace safety with real-time monitoring, automated compliance reporting, and AI-driven alerts. It helps organizations reduce risks, ensure regulatory compliance, and improve emergency response efficiency.
Read article